Kontakt
Sie haben Fragen? Oder möchten zurückgerufen werden?
Mit unserem Online-Formular werden Ihre Fragen und Wünsche an den richtigen Ansprechpartner weitergeleitet.
Moderne Ventilatorentechnik reduziert Betriebskosten von Düngemittelanlagen
Autor: Christian Menke, Dipl.-Ing. (FH), Ventilatorenfabrik Oelde GmbH
Die Produktion von Düngemitteln ist nicht allein komplex, sondern auch energieintensiv. Interessanterweise lassen sich bei den im Prozess benötigten Hochleistungsradialventilatoren und ihrer Peripherie Energieeinsparungen von teils mehr als 25 % erzielen – also bei Komponenten, von denen mancher glaubte, sie seien mittlerweile technologisch ausgereizt.
Anforderungen an Ventilatoren in der Düngemittelproduktion
An Prozessventilatoren, die in Anlagen zur Herstellung von chemischen Grundstoffen wie Ammoniak oder Düngemittel wie Urea zum Einsatz kommen, werden hohe Forderungen gestellt. Sie sollen effizient, betriebssicher, langlebig, robust und resistent gegen äußere Einflüsse, wie die in Chemieanlagen vorhandenen aggressiven Umgebungsbedingungen oder wechselhafte klimatische Bedingungen, sein.
Im API Standard 560 wird klar definiert, dass ein Ventilator und sein Zubehör eine Lebensdauer von mindestens 20 Jahren erfüllen und einen Dauerbetrieb von 3 Jahren ohne Unterbrechung gewährleisten muss (API 560, § E.3.1.1). Dies unterstreicht die an die Ventilatoren gestellte hohe Verfügbarkeit, sind diese doch als Prozess-Ventilatoren bei der Herstellung von Düngemitteln eine Schlüsselkomponente einer jeden Anlage. Sie fördern Luft zur Kühlung und Trocknung des Produkts, fördern gereinigte Abluft aus Nasswäschern in Kamine und sind Teil von Entstaubungssystemen.
Sobald ein Ventilator ausfällt, steht der Produktionsprozess in der Regel still. Bei einer größeren Anlage zur Herstellung von Urea bedeutet ein einziger Tag Stillstand durch Produktionsausfall einen Verlust von mehreren Hunderttausend Euro.
Effiziente Ventilatoren – Dauerläufer mit digitalem Feinschliff
Bei oberflächlicher Betrachtung mag ein Ventilator noch so aussehen, wie vor 50 Jahren. Natürlich, das Grundprinzip ist unverändert. Allerdings werden Formgebung, Geometrie und Winkelstellung der Laufradschaufeln heute mit moderner Computersimulation strömungstechnisch optimiert. Das erhöht den Wirkungsgrad und reduziert zugleich das Neigen zu Anbackungen und den schleißenden Einfluss von eventuell vorhandenen abrasiven Partikeln.
Ebenso muss das Gehäuse des Ventilators perfekt auf die Rotoreinheit abgestimmt sein. Erst das optimale Zusammenspiel von Laufrad und Gehäuse ermöglicht eine höhere Effizienz.
Optimierte Peripherie – Verlustarm ans Ziel
Allgemein wird der Leistungsbedarf eines Ventilators durch die betriebsspezifischen Parameter Volumenstrom, Druckerhöhung, Gastemperatur und Dichte bestimmt. Während Volumenstrom und Temperatur nahezu feste Prozessparameter sind, wird der erzeugte Druck jedoch nur teilweise für den Prozess selbst benötigt.
Ein nicht zu vernachlässigender Anteil der Druckerhöhung, die ein Ventilator aufbringen muss, ist erforderlich, um die Druckverluste auszugleichen, welche durch saug- oder druckseitig angeordnete Komponenten wie Filter, Schalldämpfer, Regelorgane und Anschlussrohrleitungen verursacht werden. In der Praxis wird der Einfluss der Zu- und Abströmsituation oft vernachlässigt oder einfach hingenommen, obwohl gerade hier ein großes Einsparpotential liegen kann.
Eine ideal ausgeführte Verbindungsrohrleitung trägt erheblich dazu bei, die Druckverluste und somit die Investitionskosten zu senken. So kann oft ein kleinerer Ventilator mit geringerer Motorleistung eingesetzt werden.
Durch die geringere Leistungsaufnahme des Ventilators wird analog der Energiebedarf gesenkt. So reduziert der Anlagenbetreiber seine Energiekosten und der negative Einfluss auf die Umwelt wird geringer.
Grundsätzlich ist beim Design einer Rohrleitung darauf zu achten, möglichst wenige Umlenkungen, unstetige Verengungen und bei stetigen Erweiterungen ideale Winkel zu erzeugen. Da in der Praxis Umlenkungen unvermeidbar sind, sollten diese mit möglichst flachen Radien und ohne scharfe Kanten ausgeführt werden, um Strömungsabrisse an diesen Stellen zu vermeiden.
In einer idealen Rohrleitung strömt das Gas schichtförmig. Man spricht hier von einer laminaren Strömung. Durch die Reibung an der Oberfläche der Rohrleitung verringert sich die Geschwindigkeit. Diese erhöht sich von Schicht zu Schicht und erreicht ihr Maximum in der Mitte der Rohrleitung. Ein gleichmäßiges Geschwindigkeitsprofil ist die Folge.
Wird die Strömung gestört, beispielsweise durch Hindernisse, Kanten, unstetige Verengungen oder durch stetige Erweiterungen mit zu großem Öffnungswinkel, können sich Strömungsabrisse und/oder Toträume bilden, an denen sich Wirbel ausbilden. Man spricht dann von einer turbulenten Strömung. Das Geschwindigkeitsprofil einer turbulenten Strömung ist sehr unstetig. Durch Strömungsabriss verursachte Wirbel führen zu Druckverlusten, da sie Energie benötigen, die dem strömenden Gas entnommen wird.
Mit Hilfe von Computational Fluid Dynamics (CFD) kann das Strömungsverhalten von im Prozess beteiligten Komponenten, wie zum Beispiel Ventilatoren, Rohrleitungen und alle weiteren vom Medium berührten Teilen, am Computer simuliert und optimiert werden. Ein besonderes Augenmerk gilt hier einer möglichst idealen Zuströmung zum Laufrad, von der ein effizienter Betrieb des Ventilators maßgeblich abhängt.
Das folgende Beispiel zeigt die Optimierung der saugseitigen Rohrleitung eines doppelflutigen Saugzugventilators. Aus der vom Kunden zur Verfügung gestellten Anlagenskizze wurde ein 3D-Modell generiert, an dem eine CFD Simulation durchgeführt wurde.


Bild 1 zeigt die numerische Strömungssimulation am 3D-Modell des saugseitigen Kanals im Original-Design. Besonders auffällig sind die scharfkantigen Übergänge und der Totraum am Ende des Kanals. Dies zeigt sich auch bei der Auswertung der Simulation, bei der sich Ablösungen der Stromlinien an den genannten Stellen zeigen. Dementsprechend groß sind die Druckverluste: Vom Eintritt bis zum Ende der ersten Abzweigung beträgt der Druckverlust ca. 260 Pa, vom Eintritt bis zur hinteren Abzweigung sogar 430 Pa wegen der rechts zu sehenden Wirbel, die durch die Strömungsablösung im Totraum am Ende des Kanals entstehen.
Bild 2 zeigt die Rohrleitung nach der Optimierung. Hier wurden die kritischen Stellen, wie die scharfen Kanten an den Querschnittsübergängen, so geformt, dass die Querschnittsübergänge nun stetig sind. Somit kann die Strömung der Kontur folgen und reißt nicht mehr ab. Ebenso wurde der Totraum am Ende des Kanals entfernt, in dem sich zuvor Wirbel gebildet haben, die ebenfalls Druckverluste hervorrufen und eine Minderung des Wirkungsgrades zur Folge haben.
Speziell bei doppelflutigen Ventilatoren ist eine gleichartige Strömungscharakteristik in beiden Ansaugkanälen wichtig, um das Laufrad in Balance zu halten, da sich die Schubkräfte in axialer Richtung aufheben und somit die Lager weniger stark belastet werden.
Durch die vollständige Eliminierung der Ablösungen konnte zudem die Strömungsgeschwindigkeit reduziert werden, was sich auch positiv auf den Druckverlust auswirkt.
Die optimierte Geometrie der Rohrleitung führt in diesem Fall zu einer Senkung der Druckverluste um mehr als 75 %! Es kann ein kleinerer Ventilator mit einer geringeren Motorleistung und demzufolge niedrigeren Energiekosten eingesetzt werden.
Drehzahlregelung – Energiesparen auf den Punkt
Prozessventilatoren in Düngemittelanlagen werden generell für einen maximalen Betriebspunkt „Rated“ ausgelegt, während der tatsächliche Betriebspunkt „Normal“ durch eine Reduzierung der Luftmenge erreicht wird. Dies kann durch eine Drehzahlregelung, eine Regelung mit Stellorganen, wie Jalousieklappen, oder durch eine Kombination aus beidem erreicht werden.
Der Betriebspunkt „Rated“ beinhaltet den für den Prozess erforderlichen Volumenstrom zuzüglich angenommener Leckagen, überschüssige Luft sowie einen Sicherheitsfaktor, der durch den API Standard oder die Projektspezifikation definiert wird. Gewöhnlich wird eine Marge auf den Volumenstrom von 10 – 15 % auf den Betriebspunkt „Normal“ aufgeschlagen (15 % falls nach API 560 spezifiziert, siehe API 560 § E.3.1.2 b). Hieraus ergibt sich dann der Betriebspunkt „Rated“. Dies ist gängige Praxis, um eine Leistungsreserve bereitzuhalten, um Schwankungen im Prozess – z. B. bedingt durch klimatische oder prozessbedingte Temperaturschwankungen des zu fördernden Mediums - auszugleichen oder zukünftig eine höhere Produktionskapazität zu ermöglichen. Der Betrieb eines maximalen Betriebspunkts „Normal“ bei voll geöffneten Regelklappen soll vermieden werden, da so eine Erhöhung des Volumenstroms nicht möglich ist.
Aus wirtschaftlichen Gründen ist eine Drehzahlregelung das Mittel der Wahl, um den Volumenstrom zu regulieren, da der Wirkungsgrad des Ventilators immer in seinem Optimum liegt.
Da Ventilatoren einen quadratischen Lastverlauf besitzen und die aufgenommene Leistung in der dritten Potenz mit der Drehzahl korrespondiert, kann z. B. der Energiebedarf bei 20 % geringerer Drehzahl um ca. die Hälfte reduziert werden.
Es ist jedoch immer noch weit verbreitet, Ventilatoren mit fester Drehzahl und einer Regelung durch Regelklappen zu betreiben.
Oft wird die Regelklappe nur einmal eingestellt, um den Betriebspunkt „Normal“ zu erreichen. Der Ventilator läuft unter Umständen mehrere Monate oder Jahre ununterbrochen in diesem Zustand. Hierdurch verringert sich der Wirkungsgrad des Ventilators drastisch.
Mit einer Drehzahlregelung ist quasi jeder beliebige – auch minimale - Betriebspunkt realisierbar. Bei einer Klappenregelung sollte ein stark eingedrosselter Betrieb vermieden werden, da ein zu steiler Anstellwinkel (> ca. 60°) der Klappen zu einem Strömungsabriss und unerwünschten Nebeneffekten führen kann. Es kommt zu Vibrationen, Pulsationen, erhöhten Schallemissionen und im schlimmsten Fall zu Schäden am Ventilator.
Die Investitionskosten eines Ventilators mit einem Motor mit fester Drehzahl und Regelklappen sind, verglichen mit einem Ventilator mit drehzahlgeregeltem Motor und Frequenzumrichter, günstiger. Die Folgekosten sind jedoch, bedingt durch den höheren Energiebedarf, erheblich höher. Oft amortisieren sich die höheren Anschaffungskosten für einen Frequenzumrichter schon nach kurzer Zeit.
Eine Drehzahlregelung ist nicht nur interessant für neue Anlagen. Auch bei bereits bestehenden Ventilatoren kann im Zuge einer Modernisierung sehr einfach eine Drehzahlregelung nachgerüstet werden, um die Betriebskosten zu senken.
Das folgende Beispiel zeigt einen Vergleich zwischen Drehzahlregelung und Klappenregelung anhand eines Ventilators hinter einem Nasswäscher, wie er als sogenannter „Granulator Scrubber Exhaust Fan“ in einer Urea-Granulierungsanlage vorkommt. Dieses Beispiel lässt sich selbstverständlich branchenübergreifend auf jeden Anwendungsfall übertragen, bei dem mehr als ein Betriebspunkt gefahren wird. In der Praxis saugt der Ventilator Abluft aus dem Wäscher ab und transportiert sie in einen Kamin.
Der Ventilator soll zwei Betriebspunkte anfahren. Der Betriebspunkt „Normal“ arbeitet mit einem Massenstrom von 756.300 kg/h. Der Betriebspunkt „Rated“ enthält eine Volumenstrom-Reserve von 15 %. Folglich ergibt sich in diesem Punkt ein Massenstrom von 869.745 kg/h. Die Gesamtdruckerhöhung beträgt im Punkt „Rated“ 8.000 Pa und im Punkt „Normal“ 6.080 Pa. Die Gastemperatur liegt in beiden Betriebspunkten bei 46 °C.
Grundlage der Berechnung ist ein doppelflutiger Hochleistungsradialventilator (Aufstellungsart nach AMCA „Arrangement 3, DWDI“) mit folgenden Kenndaten:
- Urea-Granulierung
- Granulator Scrubber Exhaust Fan
- Laufraddurchmesser: 2735 mm
- Drehzahl: 985 1/min
- Motorleistung: 2550 kW
- Konstruktions-Standard: API 673

Im ersten Betrachtungsfall wird der Volumenstrom dieses Ventilators mit zwei Jalousieklappen ausgestattet, die jeweils auf den Saugkästen montiert werden. Eine Änderung des Massenstroms erfolgt durch Veränderung des Winkels der Klappen (0° = Klappe voll geöffnet; 90° = Klappe komplett geschlossen).
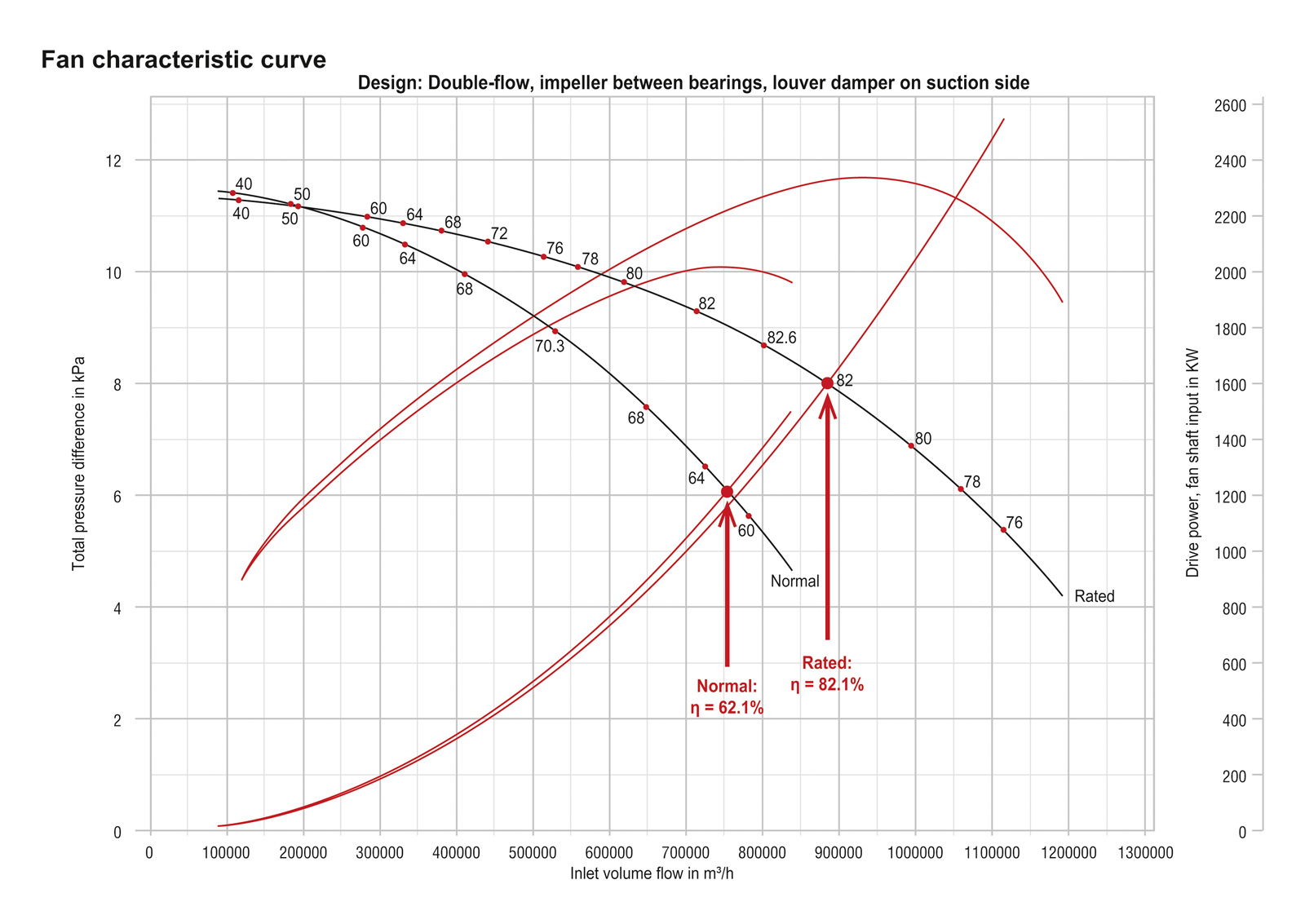
Die Kennlinie (Bild 4) zeigt die Regelung mit Jalousieklappen. Um den Betriebspunkt „Normal“ anfahren zu können werden die Jalousieklappen um 49,4° verstellt. Die untere Kennlinie „Normal“ wird durch den Drosseleffekt der Klappe gegenüber der Kennlinie „Rated“ steiler, sie „kippt“ nach rechts unten ab.
Der Druckverlust der Jalousieklappen verringert den Wirkungsgrad in diesem Beispiel um 20 % auf 62,1 % verglichen mit dem Betriebspunkt „Rated“ (82,1 %).

Derselbe Ventilator mit Drehzahlregelung zeigt im Betriebspunkt „Normal“ eine völlig andere Charakteristik als bei einer Klappenregelung (Bild 5). Hier ist der Wirkungsgrad mit 82,0 % - bei einer Drehzahl von 849 1/min - annähernd gleich wie im Betriebspunkt „Rated“ mit 82,1 %. Es ist deutlich zu sehen, dass bei einer Drehzahlregelung die Kennlinie des Ventilators parallel verschoben wird. Da keine Druckverluste durch eine Drosselung vorliegen, liegt der Wirkungsgrad bei einer Drehzahlregelung in jedem Betriebspunkt auf einem ähnlichen Niveau.
Berechnet man den gezeigten Vergleich für einen Betrieb über ein Jahr mit einem reellen Strompreis, wird das Einsparpotential sehr deutlich. Angenommen, der Ventilator würde ohne Unterbrechung ein Jahr lang betrieben, dann liegt die Nutzungsdauer bei 8.760 Stunden/Jahr (365 Tage x 24 Stunden = 8.760 Stunden).
Der durchschnittliche Strompreis für Industriekunden in Europa (EU-28) betrug im 2. Halbjahr 2015 EUR 0,119 pro kWh (Quelle: Europäische Kommission / Eurostat). Hieraus ergibt sich folgendes Ergebnis:
Vergleich Energiebedarf und Energiekosten zwischen Drehzahl- und Klappenregelung
Art der Regelung | - | Klappenregelung | Drehzahlregelung | |
Betriebspunkt | "Rated" | "Normal" | "Normal" | |
Wellenleistung [kW] | 2.326 | 2.016 | 1.519 | |
Energiebedarf p.a.* [kWh] | 20.375.760 | 17.660.160 | 13.306.440 | |
Energiekosten p.a.** [EUR] | 2.424.715 | 2.101.559 | 1.583.466 | |
*1 Jahr = 8760 h **1 kWh = 0,119 EUR |
Wird der Ventilator aus diesem Beispiel anstatt mit einer Klappenregelung mit einer Drehzahlregelung betrieben, beträgt die Einsparung pro Jahr EUR 518.093(!). Die Mehrkosten für die Anschaffung eines Frequenzumrichters amortisieren sich so nach kürzester Zeit. Die jährliche Einsparung fließt direkt positiv in die Bilanz des Unternehmens ein.
Bedenkt man, dass in einer Anlage nicht nur ein Ventilator installiert ist, sondern z. B. in der Urea-Granulierung je nach Verfahren acht Gebläse (davon sechs größere Prozessventilatoren), wird schnell klar, dass das jährliche Einsparpotential erheblich höher liegt, wenn konsequent eine Drehzahlregelung eingesetzt wird.
Der Einsatz einer Drehzahlregelung bringt also viele Vorteile mit sich:
- Energieoptimierung
- Genaue und stabile Regelung
- Anlauf mit hohem Drehmoment bei niedrigem Anlaufstrom
- Geringerer mechanischer Verschleiß des Ventilators und Motors
- Vereinfachte Montage durch Verzicht auf mechanische Regelorgane
- Geringere Wartungskosten
- Geringere Betriebskosten
- Minderung der Schallemission im Teillastpunkt des Ventilators
Fazit:
Ein gut abgestimmtes System aus effizientem Ventilator, optimaler Zu- und Abströmung und punktgenauer Drehzahlregelung erhöht die Wirtschaftlichkeit einer jeden Anlage, reduziert Investitions- und Wartungskosten und verringert die Umweltbelastungen.